Seventh aiCAMstir Meeting, 26 January 2023
Jump to navigation
Jump to search

The Seventh aiCAMstir Meeting was held online on 26 January 2023 with 39 attendees.
Link to the video
| Recording of the Seventh aiCAMstir Meeting (Total: 1:42 h, the first presentation starts at 15:55 min) |

Agenda
The agenda of the 90 min long on-line meeting was as follows:
- Welcome and introduction (2-3 sentences each)
- Development of a new stitch friction stir welding gun and mechanical behavior of intersecting stitch welded AA 6016-T4 sheets. Dominik Walz, MPA Stuttgart, Germany (20 min + 5 min questions)
- Effect of FSW tool geometry on the joint quality of AA2024-T3/AA7075T6 joints in butt configuration. Reza Beygi, INEGI, Porto, Portugal (20 min + 5 min questions)
- Machine investment cost and tool wear of friction stir welding of battery trays of compact crossovers. Stephan Kallee, AluStir, Germany (20 min + 5 min questions)
- Collaborative projects, organisational comments and date of next meeting (25 May 2023). Mike Lewis (FTS Engineering Answers Ltd)
List of Attendees
(alphabetically sorted by first name or MS-Teams name)
| Attendee | Company | Status | Signed-up on |
|---|---|---|---|
| Adrian Gerlich | Waterloo University, Canada | Guest | |
| Azman Ismail | Universiti Kuala Lumpur, Malaysia | Guest | |
| Breno Boretti Galizoni | Sonaca, Brazil | Guest | |
| Carlos Santos | Mazak, USA | Guest | |
| Christian Vogrinec | Saman Ventures, Austria | Guest | |
| Christian Barth | CERN, Genève, Switzerland | Guest | |
| Christoph Rößler | Sampro Software, Germany | Guest | |
| Christoph Barth | Toolcraft, Germany | Guest | |
| Dominik Walz | MPA Stuttgart, Germany | Guest | |
| Egoitz Aldanondo | IK4-LORTEK, Spain | Guest | |
| Elizabeth Hoyos Pulgarín | Universidad EIA, Colombia | Guest | |
| Fabian Vieltorf | Technical University Munich, Germany | Guest | |
| François Nadeau | NRC Canada, Canada | Guest | |
| Fritz Luidhardt | Harms + Wende, Germany | Guest | |
| Henrik Blicher Schmidt | HBS Engineering, Denmark | Guest | |
| Ingo Hahn | Hexagon, Germany | Guest | |
| Javier Vivas Mendez | IK4-LORTEK, Spain | Guest | |
| Jean Pierre Bergmann | Technische Universität Ilmenau | Guest | |
| João Gandra | ESA, Netherlands | Guest | |
| John Hunt | TWB, USA | Guest | |
| Jürgen Silvanus | Airbus, Germany | Guest | |
| Mario Leitner | Stirline GmbH, Austria | Industrial Company | 2022-03-02 |
| Markus Graß | Uni Kassel, Germany | Guest | |
| Markus Weigl | Grenzebach, Germany | Guest | |
| Martin McDonnell | U.S. Army, TARDEC, USA | Guest | |
| Matthew Hackett | Element 6, UK | Guest | |
| Michael Eff | EWI, USA | Guest | |
| Michael Hasieber | Technical University Ilmenau, Germany | Guest | |
| Michael Zäh | Technical University of Munich, Germany | Guest | |
| Mike Lewis | FTS Engineering Answers Ltd, UK | Consultancy service provider | 2021-01-14 |
| Nguon-Nhan Bui | Harms + Wende, Germany | Guest | |
| Niklas Harriehausen | Sampro Software, Germany | Guest | |
| Stephan Kallee | AluStir, Germany | Consultancy service provider | 2021-01-14 |
| Patrick, Mubiayi Mukuna | University of South Africa, South Africa | Guest | |
| Reinhard Mauermann | Fraunhofer IWU, Germany | Guest | |
| Reza Beygi | INEGI, Porto, Portugal | Guest | |
| Sahin Sünger | Grenzebach, Germany | Guest | |
| Simon Smith | Transforming Stress Ltd, UK | Consultancy service provider | 2021-01-14 |
| Tim Haynie | Bond Technologies Inc., USA | Industrial Company | 2022-02-09 |
Presentations
Development of a new stitch friction stir welding gun and mechanical behavior of intersecting stitch welded AA 6016-T4 sheets. Dominik Walz, MPA Stuttgart, Germany, start at 15:55 min













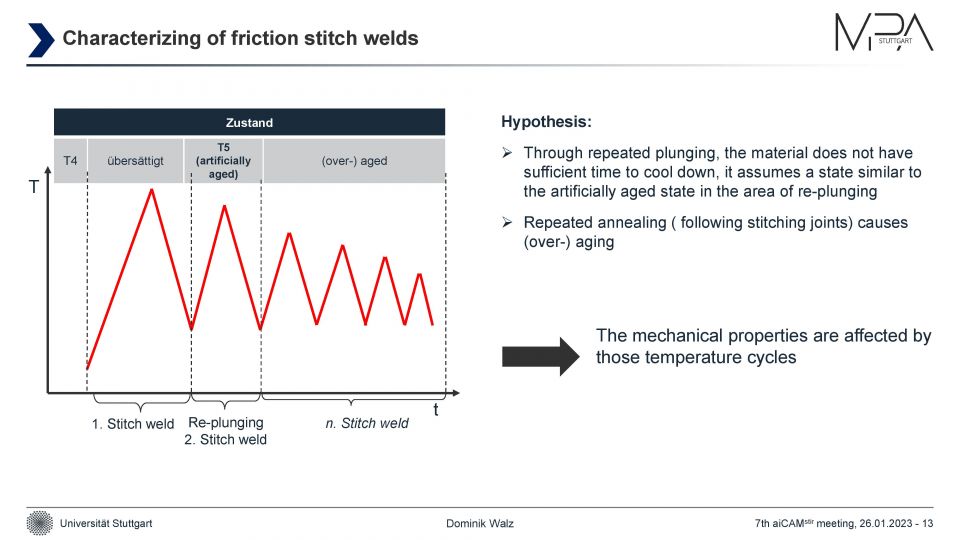
Characterizing of friction stitch welds: Hypothesis: Through repeated plunging, the material does not have sufficient time to cool down, it assumes a state similar to the artificially aged state in the area of re-plunging, Repeated annealing ( following stitching joints) causes (over-) aging, The mechanical properties are affected by those temperature cycles

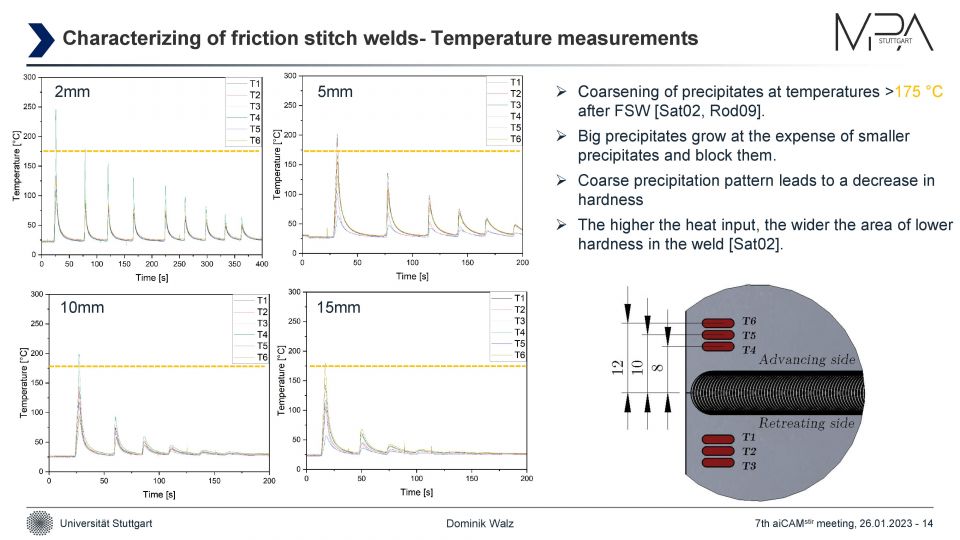
Characterizing of friction stitch welds - Temperature measurements Coarsening of precipitates at temperatures >175 °C after FSW [Sat02, Rod09]. Big precipitates grow at the expense of smaller precipitates and block them. Coarse precipitation pattern leads to a decrease in hardness. The higher the heat input, the wider the area of lower hardness in the weld [Sat02]





Conclusion & Outlook:
❖ A functioning welding gun was developed and tested.
❖ It is possible to perform intersecting stitch welds with excellent strength properties.
❖ The tensile strength, ultimate plastic elongation and fatigue strength can be scaled with the stitch weld length.
❖ The temperature cycles in intersecting stitched welds have a significant effect on the microstructure and hardness distribution of the welds.
➢ Further mechanical improvment of the design of the welding gun
➢ Installation and start-up of a robotic manufacturing cell
➢ Further investigation of the mechanical properties of the joints
➢ Overlap joints, variation of materials (5xxx, 7xxx alloy)
➢ Further improvment/ reduction of the weld cycle time
➢ Practical demonstrators (3-sheet connection, influence of adhesive,...)
❖ A functioning welding gun was developed and tested.
❖ It is possible to perform intersecting stitch welds with excellent strength properties.
❖ The tensile strength, ultimate plastic elongation and fatigue strength can be scaled with the stitch weld length.
❖ The temperature cycles in intersecting stitched welds have a significant effect on the microstructure and hardness distribution of the welds.
➢ Further mechanical improvment of the design of the welding gun
➢ Installation and start-up of a robotic manufacturing cell
➢ Further investigation of the mechanical properties of the joints
➢ Overlap joints, variation of materials (5xxx, 7xxx alloy)
➢ Further improvment/ reduction of the weld cycle time
➢ Practical demonstrators (3-sheet connection, influence of adhesive,...)

Presentation data published at: https://www.mdpi.com/2052690

Effect of FSW tool geometry on the joint quality of AA2024-T3/AA7075T6 joints in butt configuration. Reza Beygi, INEGI, Porto, Portugal, start at 39:50 min

R. Beygia (Institute of Science and Innovation in Mechanical and Industrial Engineering (INEGI), Rua Dr. Roberto Frias, 4200-465 Porto, Portugal) and LFM da Silva (Department of Mechanical Engineering, Faculty of Engineering of the University of Porto, Rua Dr. Roberto Frias, 4200-465 Porto, Portugal): Effect of FSW Tool Geometry on the Joint Quality of AA2024-T3/AA7075-T6 Joints in Butt Configuration. Seventh aiCAMstir meeting, 26 January 2023



















Conclusions: Main results:
- ANN was successfully used to understand the effect of welding parameters and tool geometry on the ultimate tensile strengths of the welds. The optimum condition was obtained by the SA method which corresponded to the experimental result successfully.
- All the joints possessed a root defect at a low rotation speed of the joint due to a lack of material flow under the pin.
- The joints made by the pyramidal pin possessed the lowest joint strengths due to the various welding defects at different tool rotation speeds: At 1200 rpm the lack of plastic flow, at 1000 rpm the banding structure, and 800 rpm the root defect.
- The joints made by the conical pin were free of defects at higher rotation speeds but still had a low tensile strength. This was attributed to the softening caused by the precipitates coarsening in the stir zone due to a high temperature during welding.
- The UTS of the welded specimens had little sensitivity to the welding speed.
- The optimum joint strength was obtained using the cylindrical tool at high rotation speed where the root defect disappeared due to enough material flow. This tool having a low volume did not cause a high temperature during welding and therefore softening was minimized.
- ANN was successfully used to understand the effect of welding parameters and tool geometry on the ultimate tensile strengths of the welds. The optimum condition was obtained by the SA method which corresponded to the experimental result successfully.
- All the joints possessed a root defect at a low rotation speed of the joint due to a lack of material flow under the pin.
- The joints made by the pyramidal pin possessed the lowest joint strengths due to the various welding defects at different tool rotation speeds: At 1200 rpm the lack of plastic flow, at 1000 rpm the banding structure, and 800 rpm the root defect.
- The joints made by the conical pin were free of defects at higher rotation speeds but still had a low tensile strength. This was attributed to the softening caused by the precipitates coarsening in the stir zone due to a high temperature during welding.
- The UTS of the welded specimens had little sensitivity to the welding speed.
- The optimum joint strength was obtained using the cylindrical tool at high rotation speed where the root defect disappeared due to enough material flow. This tool having a low volume did not cause a high temperature during welding and therefore softening was minimized.

Machine investment cost and tool wear of friction stir welding of battery trays of compact crossovers. Stephan Kallee, AluStir, Germany, start at 1:04:38 h



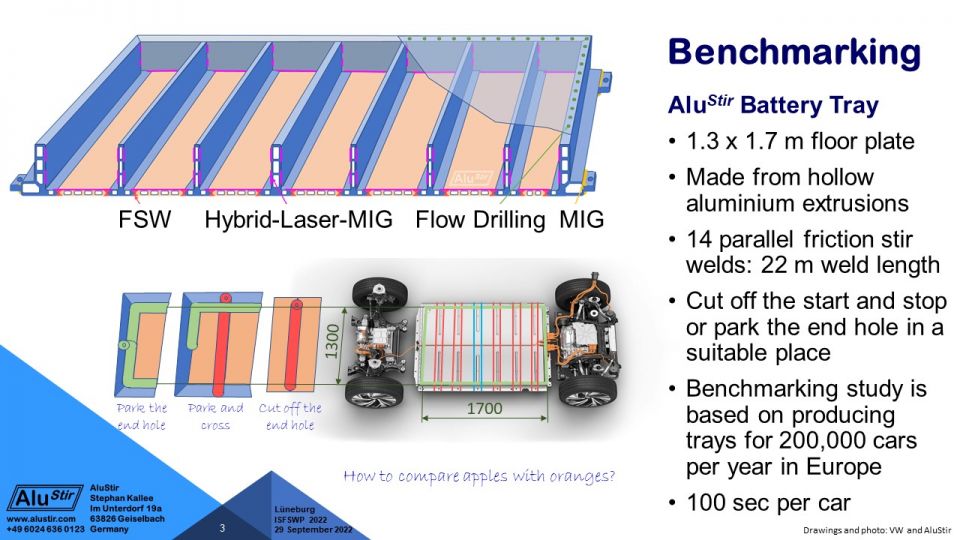
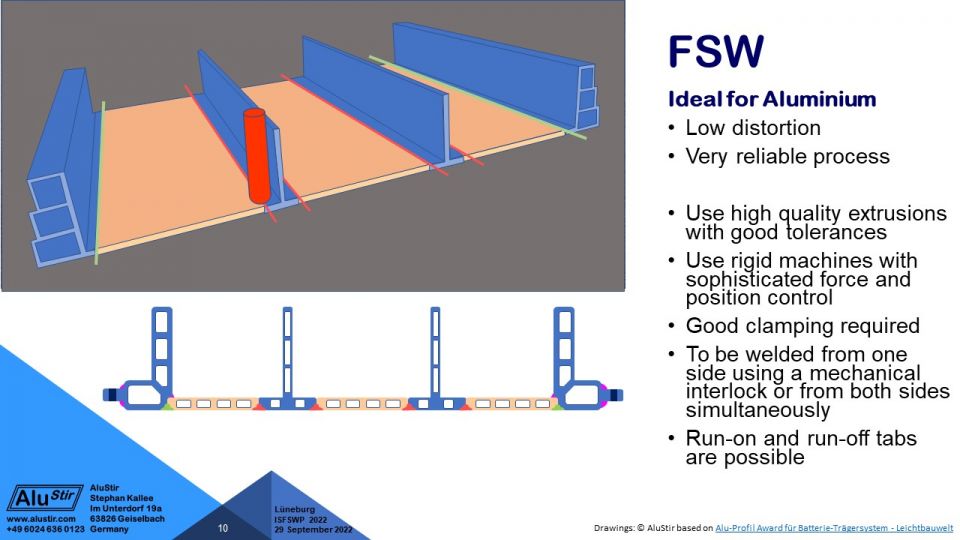
AluStir Battery Tray, 1.3 x 1.7 m floor plate, Made from hollow aluminium extrusions, 14 parallel friction stir welds: 22 m weld length Cut off the start and stop or park the end hole in a suitable place, Benchmarking study is based on producing trays for 200,000 cars per year in Europe, 100 sec per car

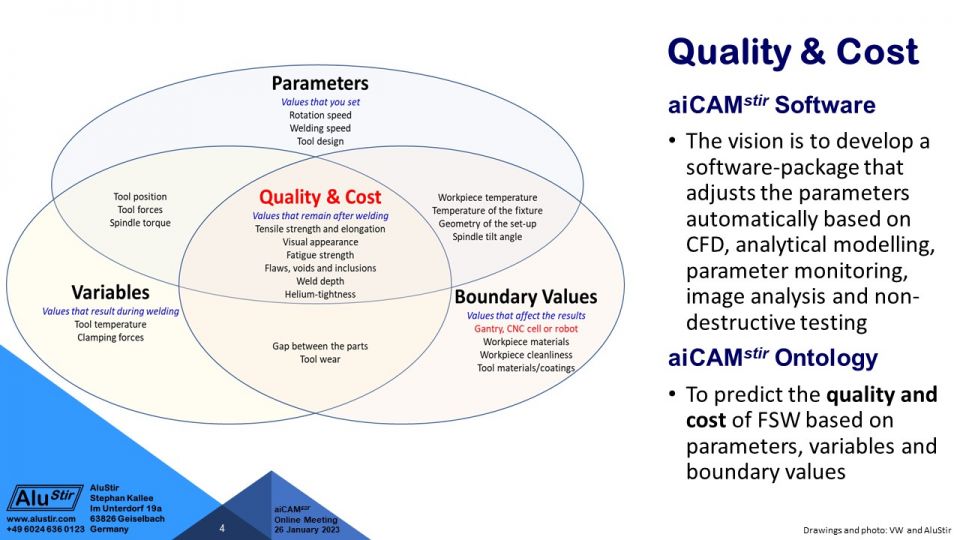
Quality and Cost: aiCAMstir Software, The vision is to develop a software-package that adjusts the parameters automatically based on CFD, analytical modelling, parameter monitoring, image analysis and non-destructive testing, aiCAMstir Ontology, To predict the quality and cost of FSW based on parameters, variables and boundary values






FSW: Ideal for Aluminium, Low distortion, Very reliable process, Use high quality extrusions with good tolerances, Use rigid machines with sophisticated force and position control, Good clamping required, To be welded from one side using a mechanical interlock or from both sides simultaneously, Run-on and run-off tabs are possible


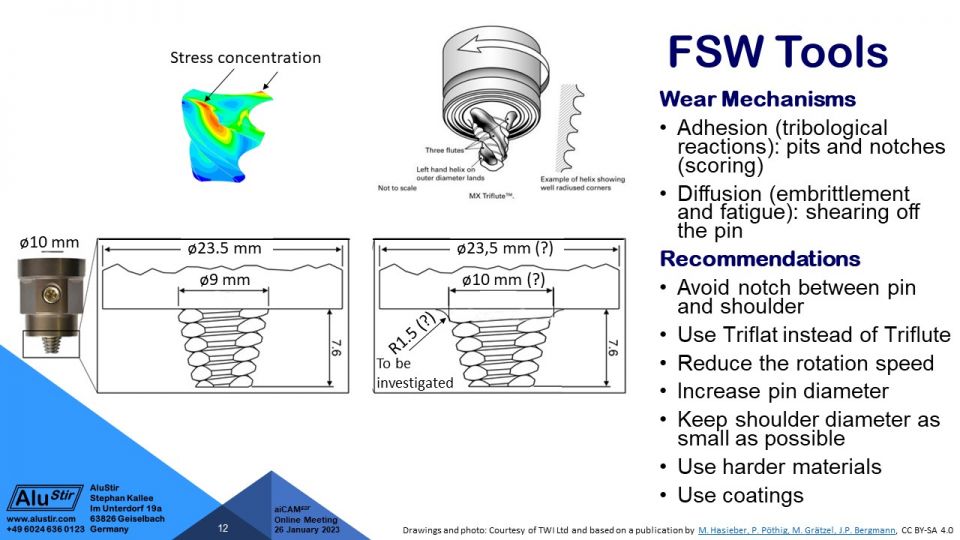
FSW Tools: Wear Mechanisms, Adhesion (tribological reactions): pits and notches (scoring), Diffusion (embrittlement and fatigue): shearing off the pin. Recommendations, Avoid notch between pin and shoulder, Use Triflat instead of Triflute, Reduce the rotation speed, Increase pin diameter, Keep shoulder diameter as small as possible, Use harder materials, Use coatings



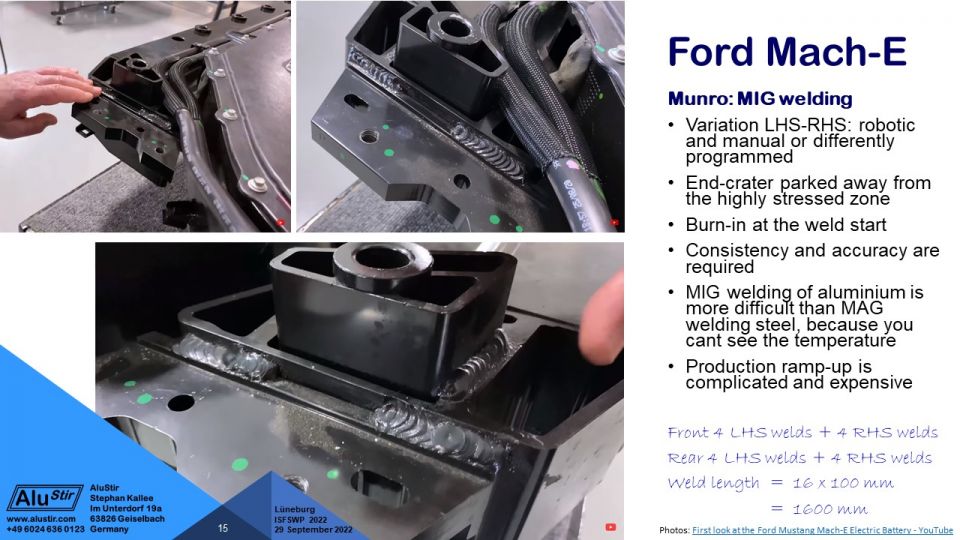
Ford Mach-E: Munro: MIG welding, Variation LHS-RHS: robotic and manual or differently programmed, End-crater parked away from the highly stressed zone, Burn-in at the weld start, Consistency and accuracy are required, MIG welding of aluminium is more difficult than MAG welding steel, because you cant see the temperature, Production ramp-up is complicated and expensive






Benchmarking: Munro and Sabic, Expensive tooling for die casting of aluminium, Most OEMs have excellent foundries and want to keep their staff employed, Tray and Total Assembly made from Plastics, Battery Tray: 72 kg vs. 43 kg: Δ 29 kg (weight saving by using plastic), Total Assembly 489 kg vs. 427 kg: Δ 62 kg (cost saving by using plastic)



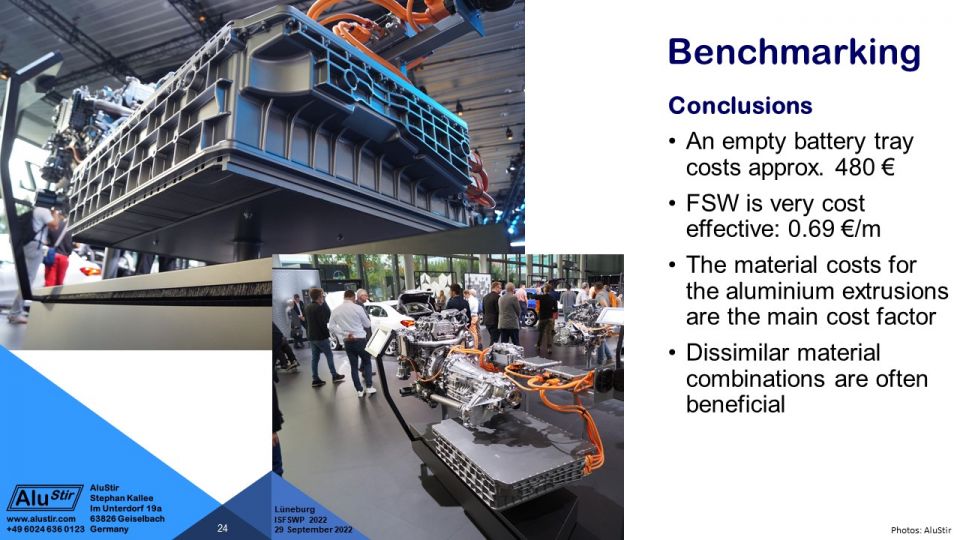
Benchmarking: Conclusions, An empty battery tray costs approx. 480 €, FSW is very cost effective: 0.69 €/m, The material costs for the aluminium extrusions are the main cost factor, Dissimilar material combinations are often beneficial.
The cost calculation procedure and more details on purchasing aluminium extrusions and selecting the joining processes as well as four Munro Live videos can be found in the following article: Stephan Kallee: Cost of FSW of Battery Trays — Benchmarking of Friction Stir Welding and Other Processes for Battery Trays of Compact Crossovers.
The cost calculation procedure and more details on purchasing aluminium extrusions and selecting the joining processes as well as four Munro Live videos can be found in the following article: Stephan Kallee: Cost of FSW of Battery Trays — Benchmarking of Friction Stir Welding and Other Processes for Battery Trays of Compact Crossovers.
A video recording of this online meeting is available via the following link:
| Recording of the Seventh aiCAMstir Meeting (Total: 1:45 h, the first presentation starts at 0:10:16 h) |
Literature
- [WAL23] Dominik Walz, Robin Göbel, Martin Werz and Stefan Weihe: Effect of Weld Length on Strength, Fatigue Behaviour and Microstructure of Intersecting Stitch Friction Stir Welded AA 6016-T4 Sheets. https://doi.org/10.3390/ma16020533.
- [BYO11] Badarinarayan, H.; YANG, Q.; Okamoto, K. Effect of weld orientation on static strength and failure mode of friction stir stitch welds in lap-shear specimens of aluminium 6022-T4 sheets. Fatigue & Fracture of Engineering Materials & Structures 2011, 34, 908– 920. https://doi.org/10.1111/j.1460-2695.2011.01584.x
- [OHH05] Okamoto, K.; Hunt, F.; Hirano, S. Development of Friction Stir Welding Technique and Machine for Aluminum Sheet Metal 261 Assembly- Friction Stir Welding of Aluminum for Automotive Applications (2) -. In Proceedings of the SAE Technical 262 Paper Series. SAE International400 Commonwealth Drive, Warrendale, PA, United States, 2005, SAE Technical Paper Series. 263 https://doi.org/10.4271/2005-01-1254
- [HBO06] Hunt, F.; Badarinarayan, H.; Okamoto, K. Design of Experiments for Friction Stir Stitch Welding of Aluminum Alloy 6022- 265 T4 - Friction Stir Welding of Aluminum for Automotive Applications (3) -. In Proceedings of the SAE Technical Paper 266 Series. SAE International400 Commonwealth Drive, Warrendale, PA, United States, 2006, SAE Technical Paper Series. https: 267//doi.org/10.4271/2006-01-0970.
- [SVN19] Suresh, S.; Venkatesan, K.; Natarajan, E.; Rajesh, S.; Lim, W.H. Evaluating weld properties of conventional and swept friction stir 272 spot welded 6061-T6 aluminium alloy. Materials Express 2019, 9, 851–860. https://doi.org/10.1166/mex.2019.1584.
- [Sat02] Sato, Y.S.; Urata, M.; Kokawa, H. Parameters controlling microstructure and hardness during friction-stir welding of precipitation- 297 hardenable aluminum alloy 6063. Metallurgical and Materials Transactions A 2002, 33, 625–635. https://doi.org/10.1007/s11661-0 29 02-0124-3.
- [Rod09] Rodrigues, D.M.; Loureiro, A.; Leitao, C.; Leal, R.M.; Chaparro, B.M.; Vilaça, P. Influence of friction stir welding parameters 300 on the microstructural and mechanical properties of AA 6016-T4 thin welds. Materials & Design 2009, 30, 1913–1921. https://doi.org/10.1016/j.matdes.2008.09.016.
Next meeting
We want to invite you to attend the Eighth online aiCAMstir Meeting on using artificial intelligence in Computer Aided Manufacture of friction stir welds. The meeting will be held on Thursday, 25 May 2023, 16:00 - 17:30 (London), as shown on upcoming events.
Please contact stephan.kallee@alustir.com, if you want to attend the meeting and/or if you want to participate in the project.